
Produkter Kategori
- FM Transmitter
- 0-50w 50w-1000w 2kw-10kw 10kw +
- TV Transmitter
- 0-50w 50-1kw 2kw-10kw
- FM-antenne
- TV-antenne
- Antenne tilbehør
- Kabeler Stik Power Splitter Dummy Load
- RF Transistor
- Strømforsyning
- Audio Udstyr
- DTV frontend Udstyr
- Link System
- STL-system Microwave Link system
- FM-radio
- Power Meter
- Andre produkter
- Specielt til Coronavirus
Produkter Tags
Fmuser steder
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> Afrikaans
- sq.fmuser.net -> albansk
- ar.fmuser.net -> arabisk
- hy.fmuser.net -> Armensk
- az.fmuser.net -> aserbajdsjansk
- eu.fmuser.net -> baskisk
- be.fmuser.net -> hviderussisk
- bg.fmuser.net -> Bulgarian
- ca.fmuser.net -> Catalansk
- zh-CN.fmuser.net -> Kinesisk (forenklet)
- zh-TW.fmuser.net -> Kinesisk (traditionelt)
- hr.fmuser.net -> Kroatisk
- cs.fmuser.net -> Tjekkisk
- da.fmuser.net -> dansk
- nl.fmuser.net -> Hollandsk
- et.fmuser.net -> estisk
- tl.fmuser.net -> filippinsk
- fi.fmuser.net -> finsk
- fr.fmuser.net -> Fransk
- gl.fmuser.net -> galicisk
- ka.fmuser.net -> Georgisk
- de.fmuser.net -> tysk
- el.fmuser.net -> Greek
- ht.fmuser.net -> haitisk kreolsk
- iw.fmuser.net -> hebraisk
- hi.fmuser.net -> hindi
- hu.fmuser.net -> Hungarian
- is.fmuser.net -> islandsk
- id.fmuser.net -> Indonesisk
- ga.fmuser.net -> Irsk
- it.fmuser.net -> Italiensk
- ja.fmuser.net -> japansk
- ko.fmuser.net -> koreansk
- lv.fmuser.net -> lettisk
- lt.fmuser.net -> Litauisk
- mk.fmuser.net -> Makedonsk
- ms.fmuser.net -> malaysisk
- mt.fmuser.net -> maltesisk
- no.fmuser.net -> Norwegian
- fa.fmuser.net -> persisk
- pl.fmuser.net -> polsk
- pt.fmuser.net -> portugisisk
- ro.fmuser.net -> Romanian
- ru.fmuser.net -> russisk
- sr.fmuser.net -> serbisk
- sk.fmuser.net -> Slovakisk
- sl.fmuser.net -> Slovensk
- es.fmuser.net -> spansk
- sw.fmuser.net -> swahili
- sv.fmuser.net -> svensk
- th.fmuser.net -> Thai
- tr.fmuser.net -> tyrkisk
- uk.fmuser.net -> ukrainsk
- ur.fmuser.net -> Urdu
- vi.fmuser.net -> Vietnamesisk
- cy.fmuser.net -> walisisk
- yi.fmuser.net -> Jiddisch
PCB-fremstillingsproces | 16 trin til at lave et printkort
"PCB-fabrikation er meget vigtig i PCB-industrien, det er tæt knyttet til PCB-designet, men kender du virkelig alle PCB-fabrikationstrin i PCB-produktionen? I denne del viser vi dig 16 trin i PCB-fremstillingsprocessen. Herunder hvad er de, og hvordan de arbejder i PCB-fabrikationsprocessen ----- FMUSER "
Deling er omsorgsfuld!
TRIN 1: PCB Design - Design og output
TRIN 2: PCB File Plotting - Filmgenerering af PCB Design
TRIN 3: Indre lag Imaging Transfer - PRINT INNER LAYERS
TRIN 4: Kobberætsning - Fjernelse af uønsket kobber
TRIN 5: Lagjustering - Laminering af lagene sammen
TRIN 6: Hullboring - Til fastgørelse af komponenterne
TRIN 7: Automatisk optisk inspektion (kun flerlags printkort)
TRIN 8: OXIDE (kun flerlags printkort)
TRIN 9: Ydre lag ætsning og endelig stripning
TRIN 10: Loddemaske, silketryk og overfladefinish
TRIN 12: Elektrisk test - Flying Probe Testing
TRIN 13: Fabrikation - profilering og V-scoring
TRIN 14: Mikrosektionering - Det ekstra trin
TRIN 15: Afsluttende inspektion - PCB-kvalitetskontrol
TRIN 16: Emballage - Serverer hvad du har brug for
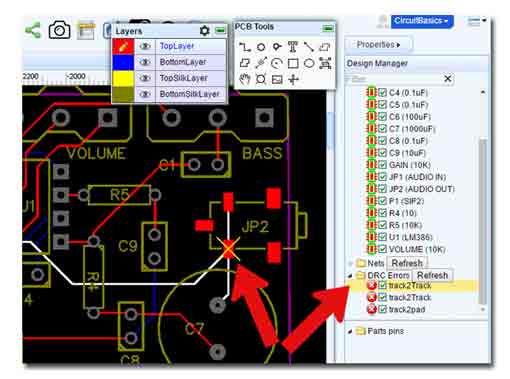
Trykt kredsløbsdesign
Design af kredsløbskort er den indledende fase af ætsningsprocessen, mens CAM-ingeniørfasen er det første trin i PCB-fremstillingen af et nyt printkort,Designeren analyserer kravet og vælger de relevante komponenter såsom processor, strømforsyning osv. Opret en plan, der opfylder alle kravene.

Men husk altid, at printkortene skal være strengt kompatible med et PCB-layout oprettet af designeren ved hjælp af PCB-designsoftware. Hvis du er designer, skal du informere din kontraktproducent om PCB-designsoftwareversionen, der bruges til at designe kredsløbet, da det hjælper med at undgå problemer forårsaget af uoverensstemmelser inden PCB-fabrikation.
Når designet er klar, skal du trykke det på overførselspapiret. Sørg for, at designet passer ind i papirets skinnende side.
Der er også mange PCB-terminologier inden for PCB-fremstilling, PCB-design osv. Du har måske en bedre forståelse af printkort efter at have læst nogle af PCB-terminologierne fra nedenstående side!
Læs også: PCB Terminologi Ordliste (Begyndervenlig) | PCB-design
Normalt ankommer data i et filformat kendt som udvidet Gerber (Gerber kaldes også RX274x), som er det hyppigst anvendte program, selvom andre formater og databaser kan bruges.
Når et designlayout til printkortet er indført i Gerber Extended-softwaren, bliver alle de forskellige aspekter af designet set igennem for at sikre ingen fejl.
Efter en grundig undersøgelse føres det færdige PCB-design til et PCB-fabrikationshus til produktion. Ved ankomsten gennemgår designet en anden kontrol af fabrikanten, kendt som en Design for Manufacture (DFM) check, som sikrer:
● PCB-design kan fremstilles
● PCB-design opfylder kravene til minimumstolerancer under fremstillingsprocessen
▲ TILBAGE ▲
Læs også: Hvad er printkort (PCB) | Alt hvad du behøver at vide
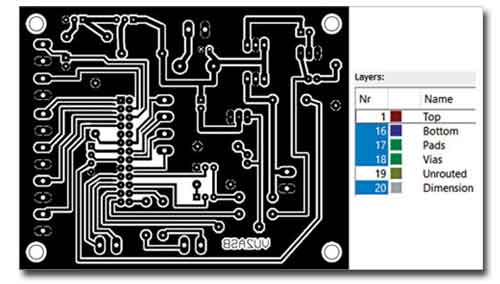
TRIN 2: PCB File Plotting - Filmgenerering af PCB Design
Når du har valgt dit printkortdesign, er det næste trin at udskrive det. Dette foregår normalt i et temperatur- og fugtighedsstyret mørkerum. Forskellige lag af PCB-fotofilmen er justeret ved at stanse præcise registreringshuller i hvert filmark. Filmen er skabt for at hjælpe med at skabe en figur af kobberstien.
tips: Glem ikke at minde producenterne om at udføre en DFM-kontrol, når du har udgivet dine skematiske PCB-filer, efter du har udsendt dine PCB-skematiske filer.
En speciel printer kaldet en laserfotoplotter bruges almindeligvis til printkortudskrivning, selvom den er en laserprinter, er den ikke en standard laserjetprinter.
Men denne filmproces er ikke længere tilstrækkelig til miniaturisering og teknologiske fremskridt. Det bliver forældet på nogle måder.
Laserfotoplotteren tager kortdataene og konverterer dem til et pixelbillede, så skriver en laser dette på filmen, og den eksponerede film udvikles automatisk og aflæsses til operatøren.
Det endelige produkt resulterer i et plastark med et foto negativt af printkortet i sort blæk. For de indre lag af printkort repræsenterer sort blæk de ledende kobberdele af printkortet. Den resterende klare del af billedet angiver områderne med ikke-ledende materiale. De ydre lag følger det modsatte mønster: klart for kobber, men sort henviser til det område, der bliver ætset væk. Plotteren udvikler automatisk filmen, og filmen opbevares sikkert for at forhindre uønsket kontakt.
Hvert lag PCB og loddemaske modtager sit eget klare og sorte filmark. I alt har et to-lags printkort brug for fire ark: to til lagene og to til loddemasken. Det er vigtigt, at alle filmene skal svare perfekt til hinanden. Når de bruges i harmoni, kortlægger de printkortjusteringen.
For at opnå perfekt tilpasning af alle film skal registreringshuller stanses gennem alle film. Nøjagtigheden af hullet opstår ved at justere bordet, hvor filmen sidder. Når de små kalibreringer på bordet fører til et optimalt match, er hullet stanset. Hullerne passer ind i registreringsnålene i næste trin i billedbehandlingsprocessen.
Læs også: Gennem hul vs overflademontering | Hvad er forskellen?
▲ TILBAGE ▲
Dette trin gælder kun for brædder med mere end to lag. Enkle to-lags brædder springer videre til boring. Flerlagsplader kræver flere trin.
Det første trin er at rense kobberet.
I PCB-konstruktion betyder renlighed noget. Kobbersidet laminat rengøres og føres ind i et dekontamineret miljø. Husk altid at sørge for, at der ikke kommer støv på overfladen, hvor det kan forårsage kortslutning eller åbent kredsløb på det færdige printkort.
Det rene panel modtager et lag af en fotosensitiv film kaldet fotoresist. Printeren bruger kraftige UV-lamper, som hærder fotoresisten gennem den klare film for at definere kobbermønsteret.
Dette sikrer en nøjagtig matchning fra fotofilmene til fotoresist.
Operatøren lægger den første film på stifterne, derefter det belagte panel og derefter den anden film. Printerens seng har registreringsstifter, der matcher hullerne i fotoværktøjerne og i panelet, så det øverste og nederste lag er nøjagtigt justeret.
Filmen og tavlen stiller op og modtager en eksplosion af UV-lys. Lyset passerer gennem de klare dele af filmen og hærder fotoresisten på kobberet nedenunder. Det sorte blæk fra plotteren forhindrer lyset i at nå de områder, der ikke er beregnet til at hærde, og de er beregnet til fjernelse.
Under de sorte områder forbliver modstanden uhærdet. Renrummet bruger gul belysning, da fotoresisten er følsom over for UV-lys.

Produktet fremstår med modstand, der korrekt dækker kobberområderne, der skal forblive i den endelige form. En tekniker undersøger tavlerne for at sikre, at der ikke opstår fejl i dette trin. Al modstanden, der er til stede på dette tidspunkt, betegner det kobber, der kommer frem i det færdige printkort.
Læs også: PCB-design | PCB-fremstillingsprocesflowdiagram, PPT og PDF
▲ TILBAGE ▲
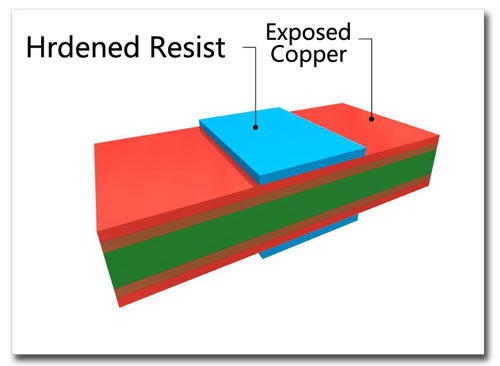
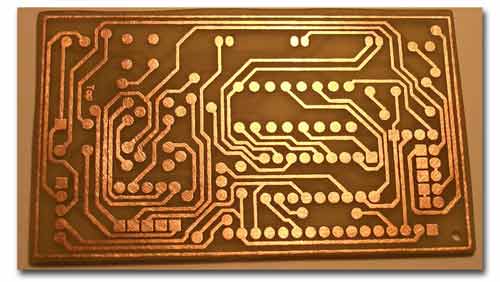
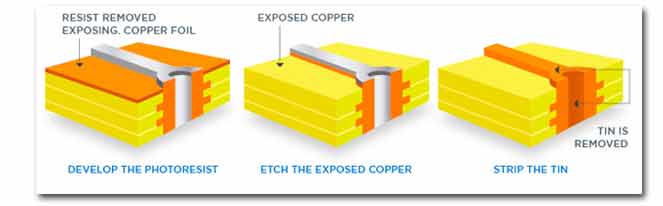
TRIN 4: Kobberetsning - Fjernelse af uønsket kobber
Ved PCB-fremstilling er ætsning en proces til fjernelse af uønsket kobber (Cu) fra printkortet. Det uønskede kobber er intet andet end kobberet, der ikke er kredsløb, der fjernes fra tavlen. Som et resultat opnås det ønskede kredsløbsmønster. Under denne proces fjernes basis kobber eller start kobber fra tavlen.
Den uhærdede fotoresist fjernes, og den hærdede resist beskytter det ønskede kobber, pladen fortsætter til uønsket fjernelse af kobber. Vi bruger sur ætsningsmiddel til at vaske det overskydende kobber af. I mellemtiden forbliver det kobber, vi ønsker at beholde, fuldt dækket under laget af fotoresist.
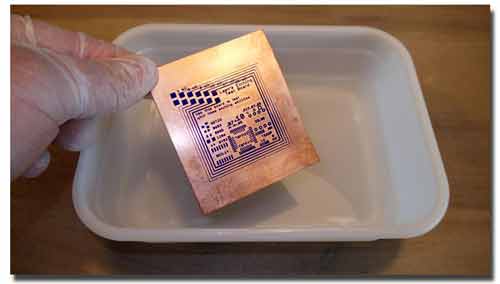
PCB-producenterne anvender normalt en våd ætsningsproces. Ved våd ætsning opløses det uønskede materiale, når det nedsænkes i en kemisk opløsning.
Der er to metoder til våd ætsning:
● Alkalisk ætsning (ammoniak)
Den sure metode bruges til at ætse de indre lag af i et printkort. Denne metode involverer kemiske opløsningsmidler som f.eks Jernchlorid (FeCl3) OR Kobberklorid (CuCl2).
Den alkaliske metode bruges til at ætse de ydre lag af i et printkort. Her er de anvendte kemikalier klorid kobber (CuCl2 slot, 2H2O) + hydrochlorid (HCI) + hydrogenperoxid (H2O2) + vand (H2O) sammensætning. Den alkaliske metode er en hurtig proces og er lidt dyr.
Processen kontrolleres omhyggeligt for at sikre, at de færdige lederbredder er nøjagtigt som designet. Men designere skal være opmærksomme på, at tykkere kobberfolier har brug for større mellemrum mellem sporene. Operatøren kontrollerer omhyggeligt, at alt uønsket kobber er ætset væk
Når det uønskede kobber er fjernet, behandles pladen til stripping, hvor tin eller tin / magert eller fotoresist fjernes fra pladen.
Nu fjernes uønsket kobber ved hjælp af en kemisk opløsning. Denne løsning fjerner ekstra kobber uden at skade den hærdede fotoresist.
Læs også: Sådan genbruges et affaldskredsløb? | Ting du bør vide
▲ TILBAGE ▲
TRIN 5: Lagjustering - Laminering af lagene sammen
Sammen med tynde lag af kobberfolie til at dække de udvendige overflader på top- og bundsiden af brættet stables lagpar for at skabe en PCB “sandwich”. For at lette limningen af lagene vil hvert lagpar have et ark med "prepreg" indsat mellem dem. Prepreg er et glasfibermateriale imprægneret med epoxyharpiks, der smelter under varmen og trykket under lamineringsprocessen. Når prepreg afkøles, binder det lagparene sammen.
For at producere et flerlags printkort lamineres skiftende lag af epoxyinfuseret glasfiberplade kaldet prepreg og ledende kernematerialer sammen under høj temperatur og tryk ved hjælp af en hydraulisk presse. Trykket og varmen får prepreg til at smelte og forbinde lagene sammen. Efter afkøling følger det resulterende materiale de samme fremstillingsprocesser som et dobbeltsidet printkort. Her er flere detaljer om lamineringsprocessen ved hjælp af et 4-lags printkort som et eksempel:

At sammensætte tavlen sammen i løbet af denne fase kræver der meget opmærksomhed på detaljer for at opretholde den korrekte tilpasning af kredsløbet på de forskellige lag. Når stakken er afsluttet, lamineres de sandwichede lag, og varmen og trykket fra lamineringsprocessen smelter lagene sammen til et printkort.
▲ TILBAGE ▲
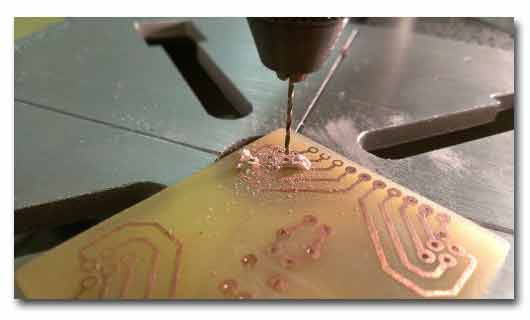
TRIN 6: Hullboring - Til fastgørelse af komponenterne
Vias, montering og andre huller bores gennem printkortet (normalt i panelstabler afhængigt af boredybden). Nøjagtighed og rene hulvægge er vigtige, og sofistikeret optik giver dette.
For at finde placeringen af boremålene identificerer en røntgenlokator de korrekte boremålpletter. Derefter kederes de rigtige registreringshuller for at sikre stakken til serien af mere specifikke huller.
Før boringen placerer teknikeren en plade af buffermateriale under boremålet for at sikre, at der bliver vedtaget en ren boring. Udgangsmaterialet forhindrer unødvendig rivning af borets udgange.
En computer kontrollerer enhver mikrobevægelse af boret - det er kun naturligt, at et produkt, der bestemmer maskiners opførsel, vil stole på computere. Den computerdrevne maskine bruger borefilen fra det originale design til at identificere de rette steder at bore.
Når hullerne er boret, rengøres de ved hjælp af kemiske og mekaniske processer for at fjerne harpiksudstrygninger og snavs forårsaget af boring. Hele den eksponerede overflade af pladen inklusive hullernes indre er derefter kemisk overtrukket med et tyndt lag kobber. Dette skaber en metallisk base til galvanisering af yderligere kobber i hullerne og på overfladen i næste trin.
Efter at boringen er færdig, gennemgår det ekstra kobber, der leder kanterne på produktionspanelet, fjernelse med et profileringsværktøj.
▲ TILBAGE ▲
TRIN 7: Automatisk optisk inspektion (kun flerlags printkort)
Efter laminering er det umuligt at sortere fejl i indre lag. Derfor underkastes panelet automatisk optisk inspektion inden limning og laminering. Maskinen scanner lagene ved hjælp af en lasersensor og sammenligner den med den oprindelige Gerber-fil for at angive eventuelle uoverensstemmelser.
Når alle lagene er rene og klar, skal de inspiceres for justering. Både det indre og det udvendige lag vil være opstillet ved hjælp af tidligere borede huller. En optisk stansemaskine borer en stift over hullerne for at holde lagene justeret. Efter dette begynder inspektionsprocessen at sikre, at der ikke er mangler.
De mest almindelige begivenheder, der opstår under lagbilledprocessen, der resulterer i et kort eller åbent relateret problem, er:
● Billedet eksponeres forkert og forårsager enten en forøgelse / formindskelse af størrelsen på funktioner.
● Den dårlige tørre film modstår vedhæftning, som kan forårsage hak, snit eller hul i det ætsede mønster.
● Kobber er underætset, efterlader uønsket kobber eller forårsager vækst i funktionsstørrelse eller shorts.
● Kobber er overætset, fjernelse af nødvendige kobberfunktioner, hvilket skaber reducerede funktionsstørrelser eller nedskæringer.
I sidste ende er AOI en vigtig del af fremstillingsprocessen, der hjælper med at sikre nøjagtighed, kvalitet og levering til tiden af et printkort.
▲ TILBAGE ▲
Oxid (kaldet sort oxid eller brun oxid afhængigt af processen), er en kemisk behandling af indre lag af flerlags-PCB'er før laminering for at øge ruheden af beklædt kobber for at forbedre laminatbindingsstyrken. Denne proces hjælper med at forhindre delaminering eller adskillelse mellem et hvilket som helst af lagene af basismateriale eller mellem laminatet og den ledende folie, når først fremstillingsprocessen er afsluttet.
TRIN 9: Ydre lag ætsning og endelig stripning
Fotoresist stripping
Når panelet er belagt, bliver fotomodstanden uønsket og skal fjernes fra panelet. Dette gøres i en vandret proces indeholdende en ren alkalisk opløsning, der effektivt fjerner fotoresisten, der efterlader panelets basis kobber eksponeret til fjernelse i den følgende ætsningsproces.
Tin beskytter det ideelle kobber midt i denne fase. Det uønskede eksponerede kobber og kobber under resten af resistlaget oplever fjernelse. I denne ætsning, vi bruger ammoniak ætsemiddel til at ætse det uønskede kobber af. I mellemtiden sikrer tin det nødvendige kobber i dette trin.
De ledende regioner og forbindelser bliver lovligt afgjort på dette stadium.
Tin stripping
Efter ætsningsprocessen er kobberet, der er til stede på printkortet, dækket af ætsemodstanden, dvs. tin, hvilket ikke længere er nødvendigt. Derfor, vi fjerner det, inden vi fortsætter videre. Du kan bruge koncentreret salpetersyre til at fjerne tin. Salpetersyre er meget effektiv til fjernelse af tin og beskadiger ikke kobberkredsløbene under tinmetallet. Således har du nu en klar tydelig oversigt over kobber på printkortet.
Når pletteringen er færdig på panelet, modstår den tørre film det, der er tilbage, og kobberet, der ligger nedenunder, skal fjernes. Panelet vil nu gennemgå strip-etch-strip (SES) -processen. Panelet er fjernet fra modstanden, og kobberet, der nu er eksponeret og ikke dækket af tin, ætses væk, så kun sporene og puderne omkring hullerne og andre kobbermønstre forbliver. Den tørre film fjernes fra tinbelagte paneler, og det eksponerede kobber (ikke beskyttet af tin) ætses væk og efterlader det ønskede kredsløbsmønster. På dette tidspunkt er kortets grundlæggende kredsløb afsluttet
▲ TILBAGE ▲
TRIN 10: Loddemaske, silketryk og overfladefinish
For at beskytte pladen under samlingen påføres loddemaskematerialet ved hjælp af en UV-eksponeringsproces svarende til den, der blev brugt med fotoresisten. Denne loddemaske vil dække hele overfladen af brættet bortset fra metalpuder og funktioner, der skal loddes. Ud over loddemasken er komponentreferencebetegnere og andre kortmarkeringer silketrykt på tavlen. Både loddemasken og silketryksblækket hærdes ved at bage printkortet i en ovn.
Kretskortet vil også have en overfladefinish påført på de udsatte metaloverflader. Dette hjælper med at beskytte det eksponerede metal og hjælper med lodning under montering. Et eksempel på en overfladefinish er varmluft lodning nivellering (HASL). Brættet coates først med flux for at forberede det til loddet og dyppes derefter i et bad med smeltet lodde. Når brættet fjernes fra loddebadet, en højtrykssprængning af varm luft fjerner overskydende lodde fra hullerne og glatter loddet på overflademetallet.
Loddemaskeapplikationen
En loddemaske påføres på begge sider af brættet, men inden det er paneler dækket med en epoxy loddemask blæk. Brædderne modtager et UV-lysglimt, der passerer gennem en loddemaske. De overdækkede dele forbliver uhærdede og vil blive fjernet.
Grøn blev valgt som standard loddemaskefarve, fordi den ikke belaster øjnene. Før maskiner kunne inspicere printkort under fremstillings- og samleprocessen, var det alt manuel inspektion. Det øverste lys, der bruges til teknikere til at kontrollere tavlerne, reflekterer ikke en grøn loddemaske og er bedst for deres øjne.
Nomenklaturen (silketryk)
Silkescreening eller profilering er processen med at udskrive alle vigtige oplysninger på printkortet, såsom producent-id, firmanavnets komponentnumre, fejlretningssteder. Dette er nyttigt under service og reparation.

Det er også mest kunstneriske proces til PCB-fremstilling. Det næsten afsluttede tavle modtager udskrivning af bogstaver, der kan læses af mennesker, der normalt bruges til at identificere komponenter, testpunkter, PCB- og PCBA-varenumre, advarselssymboler, firmalogoer, datakoder og producentmærker.
Printkortet går endelig over på det sidste belægnings- og hærdningstrin.
Overfladefinish i guld eller sølv
Printkortet er belagt med guld eller sølv for at tilføje ekstra loddeevne til tavlen, hvilket vil øge loddens binding.
Påføringen af hver overfladefinish kan variere lidt i processen, men involverer at dyppe panelet i et kemisk bad for at belægge ethvert udsat kobber med den ønskede finish.
Den sidste kemiske proces, der anvendes til fremstilling af et PCB, anvender overfladefinishen. Mens loddemasken dækker det meste af kredsløbet, er overfladefinishen designet til at forhindre oxidation af det resterende eksponerede kobber. Dette er vigtigt, fordi oxideret kobber kan ikke loddes. Der er mange forskellige overfladebehandlinger, der kan påføres et printkort. Den mest almindelige er Hot Air Solder Level (HASL), der tilbydes som både ledet og blyfri. Men afhængigt af printkortets specifikationer, anvendelse eller samlingsproces kan egnede overfladebehandlinger omfatte Elektroløs nikkel nedsænkningsguld (ENIG), blødt guld, hårdt guld, nedsænkningssølv, nedsænkningstin, organisk loddeforebyggende middel (OSP) og andre.
Printkortet belægges derefter med en guld-, sølv- eller blyfri HASL- eller varmluft-loddeafpasning. Dette gøres, så komponenterne kan loddes på de oprettede puder og beskytte kobberet.
▲ TILBAGE ▲
TRIN 12: Elektrisk test - Flying Probe Testing
Som en sidste forholdsregel for detektion vil tavlen blive testet af teknikeren for funktionalitet. På dette tidspunkt bruger de den automatiserede procedure til at bekræfte funktionaliteten af printkortet og dets overensstemmelse med det originale design.
Normalt kaldes en avanceret version af elektrisk test Test af flyvende sonde som afhænger af bevægelige sonder til at teste den elektriske ydeevne for hvert net på et blottet printkort, vil blive brugt til den elektriske test.
Enhver shorts eller åbning vil blive identificeret, der gør det muligt for operatøren enten at foretage en reparation eller kassere printkortet som defekt. Afhængig af kompleksiteten i designet og antallet af testpunkter kan en elektrisk test tage alt fra et par sekunder til flere timer at gennemføre.
Afhængig af forskellige faktorer, såsom kompleksitet i designet, lagantal og komponentrisikofaktor, vælger nogle kunder også at afstå fra elektrisk test for at spare tid og omkostninger. Dette kan være OK for enkle dobbeltsidede printkort, hvor ikke mange ting kan gå galt, men vi anbefaler altid elektriske tests på flerlagsdesign uanset kompleksitet. (Tip: At give din producent en "netliste" ud over dine designfiler og fabrikationsnoter er en måde at forhindre uventede fejl i at forekomme.)
▲ TILBAGE ▲
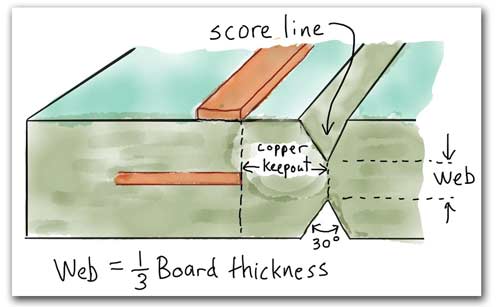
TRIN 13: Fabrikation - Profilering og V-Scoring
Når et printkort er afsluttet elektrisk test, er de enkelte kort klar til at blive adskilt fra panelet. Denne proces udføres af en CNC-maskine eller Router, der leder hvert kort ud af panelet til den ønskede form og størrelse. Routerbitene, der typisk bruges, er 0.030 - 0.093 i størrelse og for at fremskynde processen kan flere paneler stables to eller tre høje afhængigt af den samlede tykkelse af hver. Under denne proces er CNC-maskinen også i stand til at fremstille slots, affasninger og skrå kanter ved hjælp af en række forskellige routerbitstørrelser.
Routing-processen er en fræseproces, hvor en fræserbit bruges til at skære profilen for den ønskede kortkontur. Panelerne er “fastgjort og stablet”Som tidligere gjort under“ Drill ”-processen. Den sædvanlige stak er 1 til 4 paneler.
For at profilere printkortene og skære dem ud af produktionspanelet har vi brug for skæring, det vil sige at skære forskellige plader fra det originale panel. Den anvendte metode er enten centreret om at bruge en router eller en v-rille. En router efterlader små tapper langs brættets kanter, mens v-rillen skærer diagonale kanaler langs begge sider af brættet. Begge veje tillader, at tavlerne let springer ud fra panelet.
I stedet for at dirigere enkelte små kort kan PCB'erne dirigeres som arrays, der indeholder flere kort med faner eller skårelinjer. Dette muliggør lettere samling af flere brædder på samme tid, samtidig med at montøren kan bryde de enkelte brædder fra hinanden, når samlingen er færdig.
Endelig kontrolleres brædderne for renhed, skarpe kanter, grater osv. Og renses efter behov.
TRIN 14: Mikrosektionering - Det ekstra trin
Mikrosnitning (også kendt som et tværsnit) er et valgfrit trin i PCB-fremstillingsprocessen, men er et værdifuldt værktøj, der bruges til at validere den interne konstruktion af et PCB til både verifikations- og fejlanalyseformål. For at skabe en prøve til mikroskopisk undersøgelse af materialet skæres et tværsnit af printkortet og placeres i en blød akryl, der hærder omkring det i form af en hockeyspuck. Sektionen poleres derefter og ses under et mikroskop. En detaljeret inspektion kan udføres ved at kontrollere talrige detaljer såsom pladetykkelser, borekvalitet og kvaliteten af interne forbindelser.

TRIN 15: Afsluttende inspektion - PCB-kvalitetskontrol
I det sidste trin i processen skal inspektørerne give hvert printkort en sidste omhyggelig kontrol. Visuel kontrol af printkortet mod acceptkriterier. Brug af manuel visuel inspektion og AVI - sammenligner PCB med Gerber og har en hurtigere kontrolhastighed end menneskelige øjne, men kræver stadig menneskelig verifikation. Alle ordrer underkastes også en komplet inspektion inklusive dimension, loddeevne osv for at sikre, at produktet lever op til vores kunders standarder, og inden pakning og forsendelse udføres en 100% kvalitetsrevision om partier.

● IPC-A-600 - Acceptabilitet af trykte tavler, der definerer en branchestandard kvalitetsstandard til accept af printkort.
● IPC-6012 - Kvalifikations- og ydeevnespecifikation for stive brædder, der fastlægger typerne af stive brædder og beskriver kravene, der skal opfyldes under fabrikationen til tre præstationsklasser af brædder - klasse 1, 2 og 3.
Et klasse 1 printkort ville have en begrænset levetid, og hvor kravet simpelthen er slutproduktets funktion (f.eks. Garageportåbner).
Et klasse 2-printkort ville være et, hvor der ønskes fortsat ydeevne, forlænget levetid og uafbrudt service, men ikke kritisk (f.eks. Et pc-bundkort).
Et klasse 3 printkort vil omfatte slutbrug, hvor fortsat høj ydeevne eller ydeevne efter behov er kritisk, svigt ikke kan tolereres, og produktet skal fungere, når det er nødvendigt (f.eks. Flyvekontrol- eller forsvarssystemer).
▲ TILBAGE ▲
TRIN 16: Emballage - Serverer det, du har brug for
Tavler pakkes ind med materialer, der opfylder standardemballeringskravene, og indpakkes derefter, inden de sendes med den ønskede transportform.
Og som du måske gætter, jo højere klasse, jo dyrere PCB. Generelt opnås forskellen mellem klasserne ved at kræve strammere tolerancer og kontroller, der resulterer i et mere pålideligt produkt.
Uanset hvilken klasse der er specificeret, kontrolleres hulstørrelser med stiftmålere, loddemasken og forklaringen undersøges visuelt for overordnet udseende, loddemasken kontrolleres for at se, om der er nogen indgreb på puderne, og overfladens kvalitet og dækning finish undersøges.
Retningslinjer for IPC-inspektion, og hvordan de relaterer sig til printkortdesignet, er meget vigtigt for printkortdesignerne at blive fortrolige med, bestillings- og fremstillingsprocessen er også vigtig.
Ikke alle printkort er skabt ens, og forståelse af disse retningslinjer hjælper med at sikre, at det producerede produkt lever op til dine forventninger til både æstetik og ydeevne.
Hvis du er Brug for enhver hjælp med Printkortdesign eller har spørgsmål til PCB-fremstillingstrin, tøv ikke med at del med FMUSER, Vi lytter altid!

Deling er omsorgsfuld!
▲ TILBAGE ▲
